
ЙиМќДЪЃКЖўДЮЖЅГіЃЛзЂЫмФЃОпЃЛЖЅеыАхЃЛЖЅеыЭаАх
вЛЁЂв§бд
ВњЦЗЕФЖЅГігаЛњаЕЁЂвКбЙКЭЦјЖЏШ§жжЗНЪНЁЃЦфжаЛњаЕЖЅГіЕФдЫгУзюЮЊЦеБщЁЃвЛАуЧщПіЯТЃЌДгФЃОпжаШЁГіВњЦЗЃЌЖЅГіЖЏзїПЩвЛДЮЭъГЩЁЃЕЋЪЧЃЌгЩгкВњЦЗЕФаЮзДЬиЪтЃЌЛђепЪЧЩњВњЪБЕФвЊЧѓЃЌШчЙћдквЛДЮЖЅГіКѓЃЌВњЦЗШдШЛдкаЭЧЛжаЃЌЛђепЪЧЮоЗЈздЖЏЭбТфЃЌОЭашвЊдйдіМгвЛДЮЖЅГіЖЏзїЁЃ
етБуЪЧЖўДЮЖЅГіЁЃЖўДЮЖЅГіФмЙЛШУЖЅГіСїГЬЫГГЉЛЏЃЌЖдгкФГаЉЖЅГіааГЬашЧѓНЯДѓЕФВњЦЗЃЌРћгУЖўДЮЖЅГіПЩвдМѕЩйЖЅеыдкЖЅГіЪБЪЉМгЕФСІСПЃЌБмУтЖЅГіЪБдьГЩВњЦЗЩЯЕФШБЯнЁЃШчКЮЩшМЦЖЅГіЗНЪНВХФмЪЙЕУФЃОпЖЏзїЫГГЉЁЂМгЙЄГЩБОЕЭСЎЃПЭЈЙ§вдЯТМИжжНсЙЙаЮЪНЕФБШНЯЃЌдйИљОнВњЦЗЕФНсЙЙЬиЕуЃЌПЩвдбЁгУзюЮЊКЯРэЕФЖЅГіЗНЪНЁЃ
ЖўЁЂНсЙЙаЮЪН
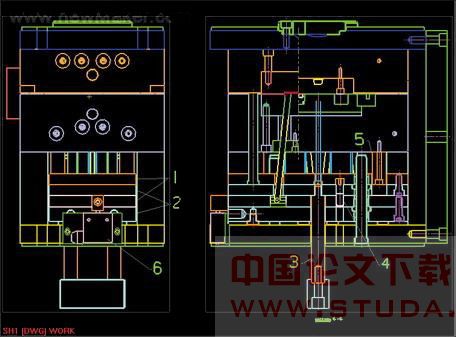
1.ЕЅЖЅеыАхзщКЯЕФЖўДЮЖЅГіЛњЙЙ(ЭМ1)
ЭМ 1
1.ЖЅеыАх 2.ЖЅеыЭаАх 3.ЖЅЙѕ 4.аБЖЅ
5.ЭЦЗНИЫ 6.ЖЅеы 7.ЕЏЙ 8.ЭфЯњ 9.ЯњЖЄ
ЫљЮНЕЅЖЅеыАхзщКЯЃЌОЭЪЧвЛАуГЃМћЕФЕЅЬзЖЅеыАхзщКЯ(ЩЯЖЅеыАхМАЯТЖЅеыАхИївЛ)
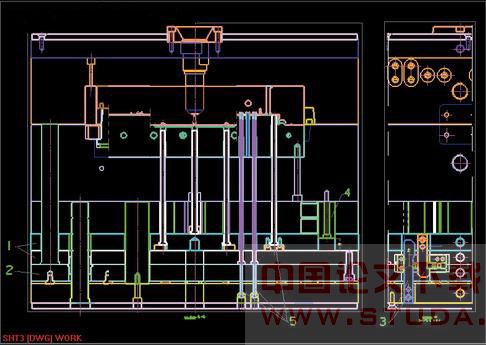
1ЃЉЭфЯњЪНЖўДЮЖЅГіЃК
ВњЦЗЗжЮіЃКДЫВњЦЗФкВПЕЙПлНЯДѓЃЌЧвЕЙПлЩЯгаЩюЙЧЮЛЃЌЖЅГіЪБЛсГдаБЖЅЁЃВЩгУЖўДЮЖЅГіЗНЪНЃЌФмКмКУНтОіГЩЦЗЖЅГіВЛСМЁЂГдаБЖЅЕШЮЪЬтЁЃВњЦЗШчЭМ2ЫљЪОЃК
ЭМ 2
ЖЏзїдРэЃКЕквЛДЮЖЅГіЃЌгЩЖЅЙѕ3ЭЦЖЏЖЅеыАх1КЭЖЅеыЭаАх2ЭъГЩЁЃЕБЖЅеы6ХіЕНBАхЪБЃЌгЩЯњЖЄ9ЙЬЖЈЕФЭфЯњ8зЊЖЏЃЌЭЌЪБЭЦЖЏЭЦЗНИЫ5ЭъГЩЕкЖўДЮЖЅГіЁЃКЯФЃЪБЕЏЙ7Ц№ИДЮЛзїгУЁЃ
НсЙЙЬиЕуЃКДЫНсЙЙМђЕЅЃЌЭфЯњМгЙЄЗНБуЃЌГЩБОНЯЕЭЁЃЕЋЭфЯњППгыАхЕФНгДЅУцзіа§зЊдЫЖЏЃЌЩњВњСПДѓЪБЃЌЪмСІВЛЦНКтЃЌШнвзГіЯжЦЋВюЁЃ
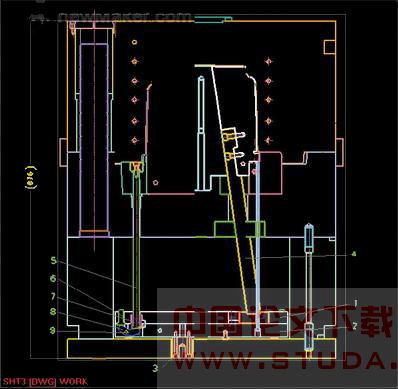
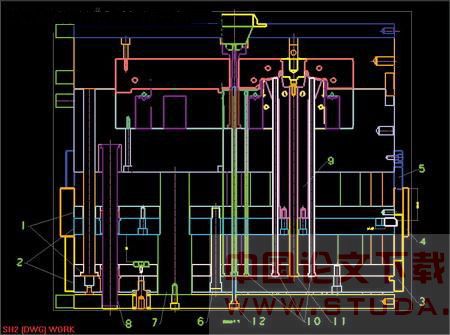
2ЃЉЭЦАхЪНЖўДЮЖЅГі(ЭМ3)
ЭМ 3
1.AАх 2.BАх 3.ЭЦАх 4.ЭЦАх 5.ЖЅеыАх 6.ЖЅеыЭаАх
7.ЯТТыФЃАх 8.ЖЅЙѕ 9.ЭЦЗНИЫ 10.ЭЦЗНИЫ 11.ЖЅеы
12.ЕцПщ 13.ЕцПщ 14.ЕцПщ 15.ЯоЮЛТнЫП 16.ЯоЮЛТнЫП
17.ЯТФЃЯтМў 18.ЯТФЃЯтМў
ВњЦЗЗжЮіЃКИУВњЦЗжаМфВПЗжНЯИпЃЌАќНєСІДѓЃЌЖЅГіЪБвзЖЅСбЁЃВЩгУЭЦАхЖЅГідйгУЭЦЗНКЭЖЅеыЖЅГіЕФЗНЪНЃЌФмБмУтГіЯжЖЅГіВЛЦНКтЫљв§Ц№ЕФЖЅСбЁЃВњЦЗШчЭМ4ЫљЪОЃК
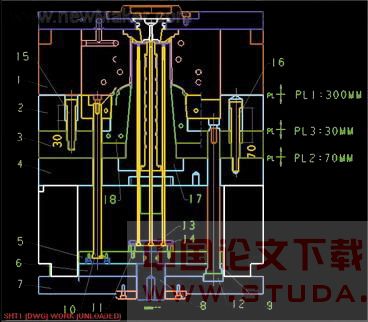
ЭМ 4
ЖЏзїдРэЃКЧАКѓФЃПЊФЃКѓЃЌЖЅЙѕ8дкзЂЫмЛњЕФЭЦЖЏЯТДјЖЏ5ЁЂ6КХЖЅеыАхКЭЖЅеыЭаАхдйЭЦЖЏ2ЁЂ3КХBАхКЭЭЦАхЭъГЩЕквЛДЮЖЅГіЖЏзїЁЃBАх2гыЖЅеыЭаАх6гЩ 9КХЭЦЗНИЫСЌдквЛЦ№ЁЃЕБЕквЛДЮЖЅГіЕН70mmЪБЃЌЯоЮЛТнЫП16ЯожЦ4КХЭЦАхЯђЧАЖЏзїЁЃ3КХЭЦАхМЬајЖЅГіЭъГЩВњЦЗЕФЕкЖўДЮЖЅГіЁЃЕБЕкЖўДЮЖЅГіЕН30mmЪБЃЌЯоЮЛТнЫП15ЯожЦ6КХЖЅеыЭаАхМЬајЯђЧАдЫЖЏЁЃЕБЖЅеыАх5МЬајЖЅГіЪБЃЌ10КХЭЦЗНКЭ11КХЖЅеыЭЌЪБНЋВњЦЗзюжеЖЅГіЁЃ
НсЙЙЬиЕуЃКДЫНсЙЙЖЏзїЫГГЉЃЌгУЭЦАхзіЕквЛДЮЖЅГіЃЌЖЅГіСІДѓЃЌЖјЧвЪмСІЦНКтЃЌГЃгУгкФЧаЉвзБфаЮЛђепАќНєСІДѓЕФВњЦЗЕФЖЅГіЁЃШЛЖјДЫНсЙЙГЃвЊЖўДЮЗжаЭЛђШ§ДЮЗжаЭЃЌЛсгАЯьзЂЫмжмЦкЁЃ
2.ЫЋЖЅеыАхзщКЯЕФЖўДЮЖЅГіЛњЙЙ
ЫљЮНЫЋЖЅеыАхзщКЯЃЌОЭЪЧгЩСНЬзЖЅеыАхзщКЯ(ЩЯЖЅеыАхЁЂЖЅеыЭаАхМАЯТЖЅеыАхЁЂЖЅеыЭаАхИївЛ)ЁЃГЃгУЕФМИжжНсЙЙаЮЪНгаЃК
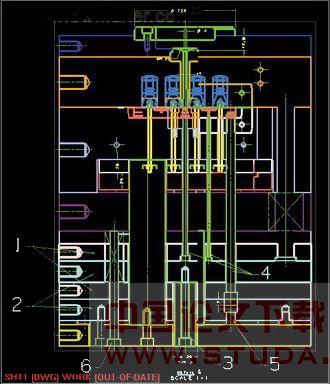
1ЃЉШчЭМ5ЫљЪОЃК
ЭМ 5
1.ЖЅеыАх 2.ЖЅеыЭаАх 3.ЖЅЙѕ 4.РФЃПл 5.ЯоЮЛПщ 6.ИагІПЊЙи
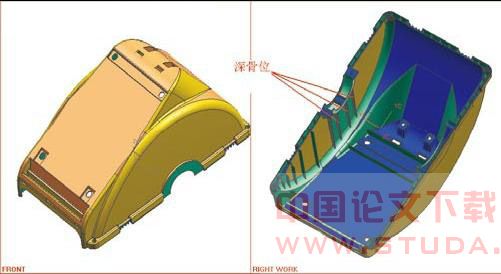
ВњЦЗЗжЮіЃКВњЦЗГпДчДѓаЁЮЊ11.73×30.23×6.73ЃЈmmЃЉЁЃЩњВњвЊЧѓВњЦЗздЖЏЭбТфЁЃЖјВњЦЗЕЅППвЛДЮЖЅГіЃЌНЋЛсБЛаБЖЅПЈзЁЖјЮоЗЈздЖЏЭбТфЃЌЙЪВЩгУЖўДЮЖЅГіНсЙЙЁЃ
ЖЏзїдРэЃКЖЅЙѕ3ЙЬЖЈдкЩЯУцЖЅеыЭаАхЩЯЁЃЕквЛДЮЖЅГіЃЌЖЅЙѕЭЦЖЏЖЅеыЭаАхЃЌгЩгкРФЃПл4ЕФзїгУЃЌЯТУцСНПщАхвЛЦ№ЖЏзїЃЌЭъГЩаБЖЅМАЖЅеыЕФЕквЛДЮЖЅГіЁЃЕБРФЃПл4ЭъШЋЗжПЊЃЌЯТУцЕФЖЅеыАхМАЖЅеыЭаАхЪЇШЅЪЉЖЏСІЭЃжЙЖЅГіЃЌЖјЩЯУцЕФЖЅеыАхКЭЖЅеыЭаАхМЬајЭъГЩЖЅеыЕФЕкЖўДЮЖЅГіЁЃ
НсЙЙЬиЕуЃК
гЩгкРФЃПлЕФСІСПВЛЪЧКмДѓЃЌЙЪДцдкРВЛЦ№ЯТУцСНПщАхЕФПЩФмадЃЌЫљвдДѓФЃВЛвЫВЩгУетжжНсЙЙЁЃЫќжЛЪЪКЯгУгкаЁФЃЁЃгЩгкЙпадЕФзїгУЃЌЯТУцСНПщАхвЛАуВЛЛсЫцРФЃПлЕФЗжПЊЖјТэЩЯЭЃжЙЃЌЖјЪЧдйвЦЖЏвЛЕуЃЌгАЯьКЯФЃЕФзМШЗадЁЃЮЊЗРжЙИДЮЛЮѓВюЃЌBАхЩЯгІМгЩЯСНЕНЫФИіЯоЮЛПщЃЈШчЩЯЭМЯоЮЛПщ5ЃЉЃЌЖЅзЁЯТУцСНПщАхЁЃДЫЛњЙЙЕФвЛжжБфаЮЗНЪНЃЌЪЪКЯгУгкДѓвЛЕуЕФФЃОпЃЌДЫНсЙЙЩйСЫвЛПщЖЅеыАхЃЌГЩБОНЯЕЭЁЃВЩгУПлЛњЃЌБШРУўПлАВШЋФЭгУЁЃШчЭМ6ЃК
ЭМ 6
1.ЖЅеыАх 2.ЖЅеыЭаАх 3.HASCOПлЛњ 4.ЯоЮЛПщ 5.ЫОЭВеы
2ЃЉШчЭМ7ЫљЪОЃК
ЭМ 7
1.ЖЅеыАх 2.ЖЅеыЭаАх 3.ПлЛњ 4.СЌНгИЫ 5.ПижЦИЫ 6.ТнЫП 7.ГХЭЗ 8.ИчСжжљ
9.ЯТФЃЯтМў 10.ЖЅеы 11.ЭЦЗНИЫ 12.ЫОЭВеы
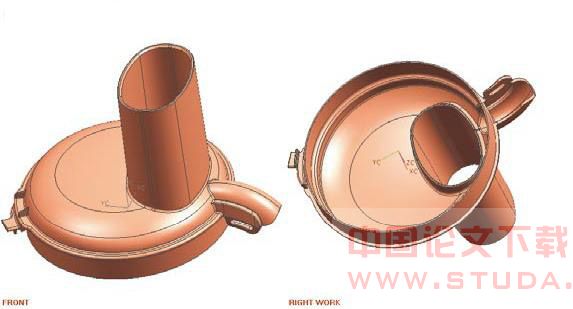
ВњЦЗЗжЮіЃКДЫВњЦЗЮЊЭцОпТжЬЅЃЌВФСЯЮЊЯ№НКЃЌДѓаЁЮЊЃКЇЖ6.09×5.70ЁЃВњЦЗФкВПга4.27mmЕЙПлЁЃДЫРрВњЦЗШчЙћВЩгУаБЖЅКЭФкааЮЛГіЕЙПлЃЌЦфНсЙЙЬЋИДдгЃЌЖјЧвМгЙЄРЇФбЁЃвђЫмСЯЮЊШэНКЃЌЙЪВЩгУЧПЭбНсЙЙЁЃЯ№НКЫфЪЧШэНКЃЌЕЋгЩгкЕЙПлДѓЃЌашгазуЙЛЕФПеМфВХФмЭъГЩЧПЭбЁЃЖўДЮЖЅГіБуФмТњзувЊЧѓЃЌБЃжЄЫГРћГіФЃЁЃ
ЖЏзїдРэЃКЖЅЙѕЪеНєдкЯТУцЖЅеыЭаАхЩЯЃЌЕквЛДЮЖЅГіЪБЃЌгЩгкПлЛњ3АбЩЯЯТСНзщАхЫјЫРЃЌЫФПщАхНЋЭЌЪБЖЅГіЃЌетЪБАбЯТФЃЯтМў9ЖЅГіBАхЃЌЮЊВњЦЗЧПЭбЬсЙЉзуЙЛПеМфЁЃЕБПлЛњ3БЛПижЦИЫ5ЕВзЁЃЌЩЯУцЖЅеыАхХіЕНBАхЭЃжЙдЫЖЏЃЌЕквЛДЮЖЅГіНсЪјЁЃЖЅЙѕМЬајЭЦЖЏЯТЖЅеыАхЃЌЭъГЩЭЦЗНИЫКЭЖЅеыЕФЕкЖўДЮЖЅГіЁЃ
НсЙЙЬиЕуЃКДЫНсЙЙВЛЭЌгкЦфЫћНсЙЙжЎДІдкгкЫќЕФЖЅГіЫГађЁЃМДЕкЖўДЮЖЅГіЪЧЖЅЯТУцСНПщАхЁЃвђДЫЃЌЩЯЯТСНзщАхжЎМфБиаыПеГівЛЖЮОрРыЃЌДЫНсЙЙЖЅГіОрРыГЄЃЌЪЪКЯНЯЩюЕФКазДЮяЕФЖЅГіЃЌЕЋСэвЛЗНУцЃЌЖЅеыЁЂЭЦЗНЁЂТнЫПЖМвЊМгГЄЃЌГЩБОЩЯВЛКУПМСПЁЃ
3ЃЉШчЭМ8ЫљЪОЃК
ЭМ 8
1.ЖЅеыАх 2.ЖЅеыЭаАх 3.ЖЅЙѕЯтМў 4.ЖЅеы
5.ЕцПщ 6.Зіеы
ВњЦЗЗжЮіЃКДЫФЃОпЮЊЫЋЩЋФЃЃЌВњЦЗУЛЬиЪтНсЙЙЁЃВЩгУЖўДЮЖЅГіНсЙЙЪЧвђЮЊашвЊАбСїЕРЯШЖЅГіЁЃ
ЖЏзїдРэЃКЖЅЙѕЯтМў3ЙЬЖЈдкЩЯУцЖЅеыЭаАхЩЯЃЌЖЅГіЪБЫФПщАхвЛЦ№ЖЏзїЁЃгЩЩЯУцЕФЖЅеыЖЅГіСїЕРЁЃзАдкЯТУцЖЅеыАхЩЯЕФЖЅеыжЭКѓЃЌЕБЕцПщ5ХіЕНЖЅеыЃЌЕкЖўДЮЖЅГіВХАбВњЦЗЖЅРыФЃШтЁЃ
НсЙЙЬиЕуЃКДЫНсЙЙВЩгУЖЅеыжЭКѓНсЙЙЃЌвђДЫВЛгУРФЃПлЛђепПлЛњЃЌНкдМГЩБОЃЌжЦзїМђЕЅЁЃетбљЕФЖўДЮЖЅГіНсЙЙЃЌПЩвдБмУтЧБЗќЪНННПкдкЖЅГіЪБЃЌННПкРРыГЩЦЗЪБНЋГЩЦЗРЩЫЁЃЕБШЛЃЌетжжЖЅГіЗНЪНВЛНіЪЧгУдкННПкИННќЕФЖЅГіЃЌвВЪЪКЯНЯЩюЕФКазДЮяЕФЖЅГіЁЃ
Ш§ЁЂзмНс
злЩЯЫљЪіЃЌЖўДЮЖЅГіЕФНсЙЙгаСНжжЃЌМДЕЅзщКЭЫЋзщЖЅеыАхзщКЯЁЃЕБВЩгУЕЅзщЖЅеыАхзщКЯЪБЃЌгЩгкНігаЕЅЬзЕФЖЅеыАхзщКЯЃЌвђДЫЦЁЛњЖЅГіЕФЖЏзїНіЬсЙЉДЋЭГЕФвЛДЮЖЅГіЃЌСэвЛДЮЖЅГіОЭБиаыХфКЯЦфЫћЕФФЃОпЛњЙЙЩшМЦРДНјааЁЃЕБВЩгУЫЋзщЖЅеыАхзщКЯЪБЃЌвЊНсКЯФЃОпЕФДѓаЁКЭГЩБОЃЌбЁдёЪЪЕБЕФЯоЮЛЛњЙЙЁЃ
ЖўДЮЖЅГіЕФЪЙгУГЁКЯвЛАугаЮхжжЃЌетЖМвЊИљОнВњЦЗЕФаЮзДНсЙЙРДЖЈЁЃМДЃК1ЁЂвЊЧѓздЖЏЭбТфВњЦЗ2ЁЂШнвзГдаБЖЅЕФВњЦЗ3ЁЂЩюЧЛаЭВњЦЗ4ЁЂВПЗжашЧПЭбЕФВњЦЗ5ЁЂЫЋЩЋФЃ
ЫФЁЂНсЪјгя
ЖўДЮЖЅГіНсЙЙгаЖржжЖрбљЃЌДЫЮФжївЊНщЩмГЃгУЕФМИжжНсЙЙЁЃЭЈЙ§вдЩЯМИжжНсЙЙаЮЪНдРэКЭЬиЕуЕФЬжТлЃЌгаРћгкжИв§ФЃОпЩшМЦЪІЩшМЦКЯРэЕФЖўДЮЖЅГіНсЙЙЁЃСщЛюгІгУвдЩЯМИжжЗНЪНЃЌОйвЛЗДШ§ЃЌНЋФмЪЙФЃОпНсЙЙИќНєДеИќКЯРэИќОМУЁЃ



