
ЙиМќДЪЃКЦћГЕЗЂЖЏЛњежЃЛРЩюМўЃЛФЃОпЪйУќЃЛОљдШЫмадСїЖЏ
аПЛљКЯН№ФЃОпРЩюЃЌЪЪКЯаЁХњСПЩњВњЁЃРћгУКЯН№ВФСЯздШѓЛЌадЃЌРЩюЕФЙЄМўБэУцжЪСПИпЁЃСэЭтЃЌКЯН№ВФСЯНЯШэЃЌдкРЩюЙ§ГЬжагЩгкХїСЯЕФбЙСІЛсВњЩњЮЂСПЕФЫмадБфаЮЃЌДгЖјЭЙЁЂАМФЃЛёЕУзюМбМфЯЖжЕЃЌЕЋФЃОпЪйУќНЯЕЭЁЃБОЮФвдЕфаЭЦћГЕЭтИВИЧМўЗЂЖЏЛњежЮЊР§ЃЌЫЕУїЮЊЬсИпФЃОпЪйУќЃЌдкРЩюМўЩшМЦжагІзЂвтЕФЮЪЬтЁЃ
вЛЁЂВњЦЗгыГЩаЮЙЄве
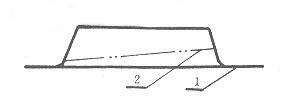
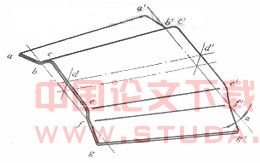
ФГГЇЩњВњЕФЦћГЕЗЂЖЏЛњеж(ЭМ1)ЮЊЕфаЭЕФЦћГЕЭтИВИЧМўЁЃВњЦЗВФСЯЃК08ZЃЌСЯКёЃК1.0±0.07ЁЃ
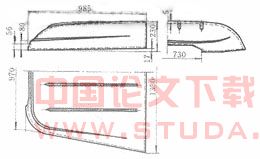
ЭМ1ЗЂЖЏЛњеж
ВњЦЗвЊЧѓБэУцжЪСПКУЃЌВЛдЪаэгаВЈЮЦЁЂРКлЁЂВСЩЫЕШШБЯнЃЌИеадКУЃЌРтЯпЧхЮњЃЌБЃжЄФкаЭГпДчЁЃ
вђаЁХњСПЩњВњЃЌЙЪЦфГЩаЮЙЄвеçœЦЗжїЬхаЮзДгУФЃОпдквКбЙЛњЩЯРЩюГЩаЮЭтЃЌЦфЫќаоБпЁЂЗБпЕШЙЄађОљгЩШЫЙЄМгЙЄЁЃ
ЖўЁЂаПЛљКЯН№ФЃОпЪйУќЗжЮі
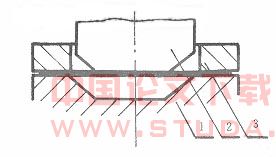
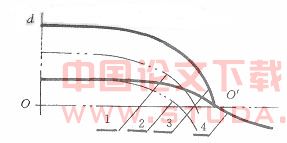
ЮЊНЕЕЭВњЦЗГЩБОЃЌЛёЕУНЯКУЕФБэУцжЪСПЃЌВЩгУаПЛљКЯН№ФЃОпРЩюЃЌФЃОпНсЙЙШчЭМ2ЫљЪОЁЃЕЋЪЧаПЛљКЯН№ВФСЯНЯШэЃЌНіБэУцгавЛВуНЯгВВу(гВЖШЮЊ HB100ЁЋ115)ЃЌЙЪФЃОпЪйУќНЯЕЭЁЃОнИУГЇЧщПіПДЃЌРЩюВЛИДдгЕФГхМўЃЌХїСЯЮЊ08ИжЁЂСЯКёЮЊ1.0mmЃЌАМФЃдВНЧАыОЖRdЃН5mmЃЌЦфФЃОпЪйУќНі 600МўЁЃШчКЮЬсИпаПЛљКЯН№РЩюФЃЕФЪйУќЃЌдкРЩюМўЩшМЦЪБгІВЩШЁЪВУДОпЬхДыЪЉЃЌЪЧБОПЮЬтбаОПЕФФкШнжЎвЛЁЃ
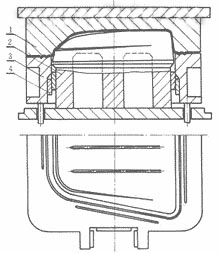
ЭМ2РЩюФЃ
1.АМФЃ2.ЭЙФЃ3.бЙБпШІ4.ЕМАх
ЕїВщЗжЮіБОГЇЩњВњЧщПіПЩМћЃЌаПЛљКЯН№РЩюФЃЪйУќНЯЕЭЕФжївЊдвђЪЧФЃОпЕФЙЄзїБэУц(ЭЙФЃБэУцЃЌбЙБпУцКЭАМФЃдВНЧВПЗж)ВњЩњФЅЫ№КЭРЩЫЫљжТЁЃ
1.ФЃОпФЅЫ№
ФЃОпЙЄзїБэУцЕФФЅЫ№жївЊВњЩњгкСНжжЧщПіЃК
(1)ХїСЯГЩаЮЪБВњЩњБивЊЕФЫмадСїЖЏЖдФЃОпЙЄзїБэУцЕФФЅЫ№ЁЃ
ЮЊЪЕЯжРЩюГЩаЮЃЌХїСЯВњЩњБивЊЕФЫмадСїЖЏЃЌбибЙБпУцОЙ§АМФЃдВНЧДІСїШыАМФЃЁЃгЩгкХїСЯЕФЫмадСїЖЏЃЌХїСЯКЭбЙБпУцжЎМфвдМАХїСЯКЭАМФЃдВНЧжЎМфВњЩњФІВСЖјв§Ц№ФЃОпФЅЫ№ЁЃетжжФЅЫ№ЪЧВЛПЩБмУтЕФЃЌЕЋгІЩшЗЈМѕаЁЁЃПЩЭЈЙ§вдЯТСНИіЗНУцМѕЩйФЅЫ№ЃК
1)дкРЩюМўЩшМЦЪБЃЌВЩШЁДыЪЉМѕаЁХїСЯЯђАМФЃФкЫмадСїЖЏЕФзшСІ
a.бЁгУНЯДѓАМФЃдВНЧАыОЖЁЃР§ШчРЩю08ИжЃЌСЯКёtЃН1.0mmЪБЃЌАМФЃдВНЧАыОЖRdЃН10tЁЃ
b.бЙБпУцВЩгУе§ЯђЧуаБЕФаЭЪН(ЭМ3)ЃЌетгаРћбЙБпУцВФСЯЯђАМФЃФкСїЖЏЁЃ
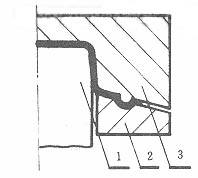
ЭМ3
1.ЭЙФЃ2.бЙБпШІ3.АМФЃ
c.РЩюМўВрБкВПЩшМЦГЩЧуаБЕФаЭЪН(ЭМ4)ЃЌетЪЙЭЙФЃКЭАМФЃжЎМфЕФМфЯЖдкРЩюПЊЪМЪБНЯДѓЃЌж№НЅМѕаЁЃЌжБЕНРЩюжеНсЪБВХаЮГЩЁЃетВХгаРћгкбЙБпУцВФСЯЯђАМФЃФкСїЖЏЁЃ
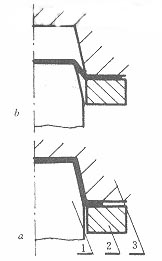
ЭМ4
1.ЭЙФЃ2.бЙБпШІ3.АМФЃ
d.МѕаЁРЩюЩюЖШЃЌврПЩЪЙбЙБпУцВФСЯШнвзЯђАМФЃФкСїЖЏЁЃ
2)БЃжЄХїСЯбЙБпУцбиАМФЃжмБпИїДІВФСЯЯђАМФЃФкСїЖЏОЁСПОљдШЁЃ
дкРЩюЙ§ГЬжаЃЌбЙБпУцЯрСкЧјХїСЯЯђАМФЃФкСїЖЏгІУЛгаЭЛБфЁЃВЛОљдШЕФЫмадСїЖЏЛсЕМжТАМФЃдВНЧВПЗжОжВПФЅЫ№Й§ДѓЖјМѕЩйећИіАМФЃЕФЪйУќЁЃЩњВњжаРЩюдВЭВМўЕФАМФЃЪйУќБШРЩюКааЮМў(ЗЧжсЖдГЦМў)ЕФАМФЃЪйУќИпЃЌОЭЪЧвђЮЊРЩюЗЧжсЖдГЦМўЪБЃЌВФСЯЯђАМФЃдВНЧФкСїЖЏВЛОљдШЃЌЕМжТОжВПФЅЫ№Й§ДѓЁЃЮЊБЃжЄбЙБпУцВФСЯЯђАМФЃФкСїЖЏЕФОљдШадЃЌПЩВЩШЁвдЯТДыЪЉЃК
a.ИФБфАМФЃдВНЧАыОЖЁЃИВИЧМўРЩюЃЌЦфећИіАМФЃЕФдВНЧАыОЖИїДІЪЧВЛЭЌЕФЃЌгІИљОнРЩюМўЕФаЮзДзїКЯРэЩшМЦЁЃдкбЙБпУцХїСЯШнвзСїШыАМФЃДІЕФАМФЃдВНЧАыОЖгІаЁгкбЙБпУцХїСЯФбгкСїШыАМФЃДІЕФАМФЃдВНЧАыОЖЁЃВЛЭЌЕФАМФЃдВНЧАыОЖвВПЩвдЭЈЙ§ФЃОпЪдГхЪБЕУЕНЁЃ
b.бЙБпУцЩЯВМжУРЩюНюЁЃВМжУКЭЕїећРЩюНюЪЧзюгааЇЕФПижЦбЙБпУцХїСЯЯђАМФЃФкСїЖЏЕФЗНЗЈЁЃПЩбиРЩюМўжмБпВМжУвЛШІећНюЁЃдкжББпДІКЭФкАМЧњБпДІВМжУЖЬНюЃЌЪЙетВПЗжбЙБпУцВФСЯЯђАМФЃФкСїЖЏМѕТ§ЁЃ
(2)РЩюЙ§ГЬжаХїСЯбиЭЙФЃБэУцВњЩњЯрЖдДмЖЏЃЌЖјЪЙЭЙФЃБэУцФЅЫ№ЁЃ
ХїСЯбиЭЙФЃБэУцВњЩњЯрЖдЭЙФЃЕФДмЖЏЪЧРЩюГЩаЮВЛашвЊЕФЃЌгІБмУтВњЩњЁЃРЩюЙ§ГЬжаЃЌХїСЯгІНєЬљдкЭЙФЃБэУцЫцЭЙФЃвЛЭЌдЫЖЏЁЃВњЩњетжжДмЖЏЕФдвђЪЧХїСЯбЙБпУцЯрЖдВПЗжЯђАМФЃФкНјСЯЫйЖШВЛвЛжТЁЃРЩюМўЩшМЦЪБЃЌПЩВЩШЁвдЯТДыЪЉРДБмУтХїСЯЯрЖдЭЙФЃДмЖЏЃК
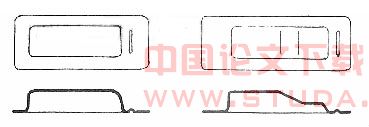
1)бЙБпУцЩшМЦгІЪЙРЩюЭЙФЃЖЅВПгыХїСЯДѓУцЛ§НгДЅЃЌЮЊДЫРЩюМўбЙБпУцЩшМЦгІЦНааРЩюМўЕФЕзВП(ЭМ5)ЁЃ
ЭМ5
1.бЙБпУц2.аоБпЯп
2)бЙБпУцЩшМЦгІЪЙРЩюЭЙФЃгыХїСЯНгДЅУцдкХїСЯжаМф(ЭМ6)ЁЃ
ЭМ6
1.АМФЃ2.ЭЙФЃ3.бЙБпШІ
3)ВЩгУРЩюНюЕїећбЙБпУцЯрЖдВПЗжЕФНјСЯЫйЖШЁЃдкРЩюМўЧГЕФвЛБпЛђРЩюМўЕзВПдВНЧДѓЕФвЛБпВМжУЖЬРЩюНю(ЭМ7)ЁЃ
ЭМ7
4)РЩюМўЧГЕФвЛБпЃЌЦфАМФЃдВНЧАыОЖШЁаЁжЕЃЌвддіДѓРЩюзшСІЃЌМѕаЁЯргІВПЗжбЙБпУцХїСЯЯђАМФЃФкСїЖЏЫйЖШЁЃ
5)РЩюМўЩшМЦгІИїДІРЩюЩюЖШвЛжТЁЃРЩюЩюЖШВювьгњДѓЃЌРЩюЪБХїСЯДмЖЏЕФПЩФмадгњДѓЁЃ
2.ФЃОпРЩЫ
аПЛљКЯН№ФЃОпЙЄзїУцШнвзРЩЫВњЩњРКлЃЌетЪЧвђЮЊКЯН№ВФСЯНіБэУцгавЛВугВВуЃЌвЛЕЉБэУцФГВПЗжгВВуФЅЫ№ФкВПНЯШэВФСЯБЉТЖГіРДЃЌФЅЫ№НЋМгОчаЮГЩРКлЁЃетжжЧщПіВњЩњдкРЩюЙ§ГЬжабЙБпУцХїСЯЦ№жхЕФЕиЗНЁЃвђДЫЃЌаПЛљКЯН№ФЃОпРЩюЗРжхЪЧКмживЊЕФЁЃдкРЩюМўЩшМЦЪБЃЌПЩВЩШЁвдЯТДыЪЉЗРжЙФЃОпЙЄзїУцРЩЫЃК
(1)бЙБпУцЩшМЦгІЦНЛЌЁЃИВИЧМўРЩюЦфбЙБпУцЖрЪ§ЮЊЧњУцаЮзДЃЌбЙБпУцгЩбЙБпШІбЙНєдкАМФЃбЙБпУцЩЯВЛгІаЮГЩжхЮЦКЭелКлЃЌИїВПЗжгІЦНЛЌЙ§ЖЩЁЃ
(2)МѕаЁРЩюЩюЖШЁЃбЙБпУцЩшМЦгІЪЙРЩюЩюЖШМѕаЁЁЃРЩюЩюЖШгњЧГЃЌЫљашУЋХїГпДчгњаЁЃЌРЩюЪБВЛШнвзВњЩњЦ№жхЯжЯѓЁЃ
(3)ВМжУРЩюНюЁЃдкАМФЃПкВПбЙБпУцДІВМжУРЩюНюЃЌЫфВЛФмЗРжЙбЙБпУцХїСЯЦ№жхЃЌЕЋЪЧбЙБпУцЩЯВњЩњЕФЛюжхдкЭЈЙ§РЩюНюЪБПЩБЛРЩюНюдўЦНЃЌЗРжЙАМФЃдВНЧДІРЩЫЁЃ
Ш§ЁЂРЩюМўЩшМЦ
РЩюМўЕФЩшМЦЪЧРЩюЙЄађЕФЙиМќЃЌЖдФЃОпЕФЪйУќгавЛЖЈЕФгАЯьЁЃзлЩЯЫљЪіЃЌЮЊЬсИпФЃОпЪйУќЃЌРЩюМўЩшМЦгІВЩШЁвЛаЉДыЪЉЁЃвдЦћГЕЗЂЖЏЛњежРЩюМў(ЭМ8)ЩшМЦЮЊР§ЫЕУїЦфЩшМЦвЊЕуЁЃ
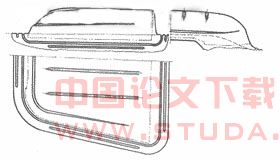
ЭМ8РЩюМў
1.ГхбЙЗНЯђ
РЩюМўвддкЦћГЕЩЯЫљДІЕФЮЛжУНјааГхбЙЃЌетбљБугквдКѓгУЪЕМЪСуМўРДИФжЦбљМўЗжЦЭЙФЃЁЃ
2.бЙБпУц
ЦћГЕЗЂЖЏЛњежРЩюМўЕФбЙБпУцЕФаЮзД(ШчЭМ9ЫљЪО)ЃЌЮЊПеМфЧњУцЁЃ
ЭМ9бЙБпУц
бЙБпУцЕФжаЯпdd′гыЗЂЖЏЛњежЖЅВПЭЙНюРтЯпЦНааЃЌБЃжЄРЩюЭЙФЃЩЯ4ЬѕЭЙНюЖЅЯпОљгыХїСЯНгДЅЃЌМѕаЁХїСЯЯрЖдЭЙФЃДмЖЏЁЃ
бЙБпУцabb′a′КЭfgg′f′ВПЗжЮЊЧуаБУцЃЌгыЫЎЦНЗНЯђМаНЧαЕШгк15°ЁЃвдМѕЩйбЙБпУцХїСЯЯђАМФЃФкЫмадСїЖЏзшСІЃЌМѕаЁАМФЃдВНЧДІЕФФЅЫ№ЁЃЭЌЪБбЙБпУцЧуаБдђАМФЃдВНЧВПЗжУцдіДѓЃЌвВВЛШнвзФЅЫ№ЁЃ
бЙБпУцcdee′d′c′ВПЗжЮЊЧњУцЃЌЯђАМФЃЗНЯђЭЙЦ№ЁЃдђРЩюЩюЖШМѕаЁЃЌЖјЧвЪЙРЩюМўИїДІРЩюЩюЖШНгНќЁЃЭМ10ЫљЪОЮЊЗЂЖЏЛњежДѓЭЗЖЫбЙБпУцгыЭЙФЃжЎМфЙиЯЕЁЃбЙБпУцЮЊa′b′d′МѕаЁСЫРЩюЩюЖШЃЌРЩюЭЙФЃгыбЙБпУцДѓУцЛ§НгДЅЁЃ
ЭМ10ЗЂЖЏЛњежДѓЭЗЖЫбЙБпУцгыЭЙФЃЕФЙиЯЕ
1.2.ЭЙФЃ3.ЙЄМў4.бЙБпУц
3.ЙЄвеВЙГфВПЗж
ШчЭМ8ЫљЪОЃЌРЩюМўДѓЭЗЖЫ(жїЪгЭМгвБп)гЩЙЄвеВЙГфВФСЯаЮГЩРЩюМўВрБкЃЌШЁВрБкгыДЙжБЗНЯђМаНЧЮЊ5°ЁЃЪЙРЩюМўДѓЭЗЖЫЭЙФЃгыАМФЃдкРЩюНсЪјЪБВХаЮГЩМфЯЖЁЃРЩюЙ§ГЬжаМфЯЖНЯДѓЃЌгаРћДѓЭЗЖЫбЙБпУцХїСЯСїШыАМФЃЁЃ
4.РЩюНю
ШчЭМ8ЫљЪОЃЌбиРЩюМўжмБпВМжУвЛШІРЩюНюЃЌвддіДѓРЩюГЩаЮЪБЕФеЭаЮБфаЮЁЃРЩюМўжББпВПЗжВМжУЖЬРЩюНюЃЌЕїећбЙБпУцВФСЯЯђАМФЃФкНјСЯЫйЖШЁЃ
5.АМФЃдВНЧАыОЖRd
ЮЊСЫжЦдьбљМўЗНБуЃЌИїДІдВНЧАыОЖОљШЁRdЃН10mmЃЌД§вдКѓФЃОпЕїЪджааоећЮЊзюМбжЕЁЃ
ЫФЁЂНсТл
(1)аПЛљКЯН№ФЃОпЪйУќЕЭЕФжївЊдвђЪЧФЃОпЙЄзїУцФЅЫ№КЭРЩЫЁЃ
(2)ФЃОпЕФФЅЫ№гЩХїСЯГЩаЮВњЩњЕФЫмадСїЖЏКЭХїСЯбиЭЙФЃДмЖЏЖјв§Ц№ЁЃ
(3)ФЃОпРЩЫВњЩњРКлЪЧгЩХїСЯЦ№жхЖјЕМжТЁЃ
(4)
РэЩшМЦРЩюМўЃЌЪЙЦфдкРЩюЙ§ГЬжабЙБпУцХїСЯВЛЦ№жхЁЂбЙБпУцИїДІХїСЯОљдШСїШыАМФЃЁЂХїСЯНєЬљЭЙФЃВЛВњЩњДмЖЏЃЌетбљФмгааЇЬсИпаПЛљКЯН№ФЃЪйУќЁЃ



